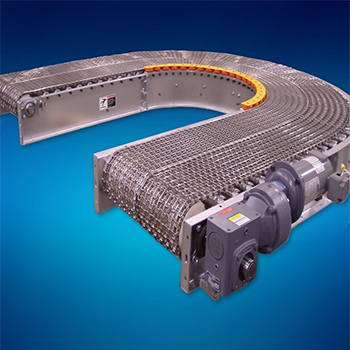
Wire Mesh Belt Conveyors are used in industries such as heat treating, forging, foundry, food processing, snack food, baking, ceramics, glass, automotive and more. Wire mesh belt conveyors are suitable for any application like, including closed wire mesh belts for flexibility and conveying small parts, belts which having large opening for easy flow of water or air and for cleaning of products and smooth surface belts for easy and accurate transfer. Wire mesh belt conveyors can be used in a variety of conditions to conveyor hot, cold, or oily products in oven, cooling, carrying cold items from a freezer, hot food items or other special conditions. A variety of belt types can be used depending on the application.
Wire mesh belt conveyor is designed to interface with existing conveyor systems and is custom engineered from standard components. Easy to clean and immune to chemical reaction, wire mesh belt is ideal for diverse applications from metal working to food and clean room medical. The conveyor’s open belt construction enables easy and thorough cleaning and inspection. Odor and flavor absorption are eliminated because the wire mesh belt is virtually immune to chemical reaction. The conveyor is highly suitable for clean room and food, pharmaceutical and medical equipment applications because there are no belt fibers or plastic abrasion particles to cause contamination.